What is sheet metal CNC punching?
CNC punching is the process of creating a hole or other shape in a piece of sheet metal by applying a high force through a tool and die, to shear or indent the metal. This process is repeated using a variety of custom precision made tools to make a wide range of parts. Punching is often, but not always, the most efficient way of producing sheet metal parts, though this depends on the part geometry and materials used.
The abbreviation CNC stands for Computer Numerical Control. This means that the machine is being controlled by a program (typically G-code), and not an operator. As well as having a CNC punch, Falcon also has a CNC fibre laser and CNC milling machines.
What materials can be CNC punched?
Falcon Precision can punch aluminium, steel, stainless steel, brass, copper and many others. Typically, the maximum thickness we like to punch is 3mm. Whilst we can punch thicker than this, it can dramatically reduce the life span of the tooling used.
CNC punching or laser cutting?
Both manufacturing techniques have their own strengths and weaknesses, and the process we use for your parts will depend on a variety of factors.
CNC punching strengths:
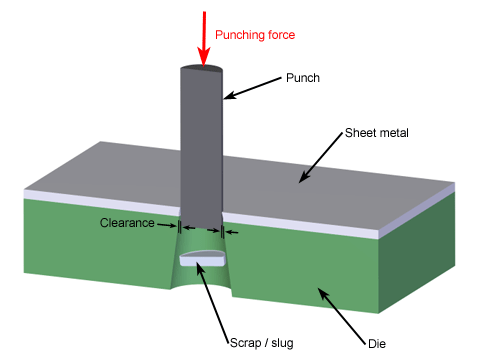
CNC punching diagram
– Generally faster run times – suits larger volumes. Up to 500 punch strokes per minute!
– More economical to produce simple forms. E.g. countersinks, louvres, dimples, thread forming, dunces, bridges, symbols, ribs, locking tabs – the list is endless!
– Can create entire parts in a single punch with custom tooling.
– Cluster tools can be used to punch large grid patterns, creating multiple holes/slots in a single punch stroke.
Laser cutting strengths:
– The space between parts on a sheet is smaller, giving a more economical sheet utilisation which can result in cheaper parts.
– Can cut a wider range of material thicknesses.
– Faster set-up times to suit smaller volumes
– Can laser etch serial numbers, product codes or revision statuses into components for trace ability.
At Falcon we believe it is essential to have both processes to offer a complete manufacturing service to customers.
Tips for CNC punching
– Hole diameters or rectangular slots should be the same gauge as the material thickness.
– Distance between holes/slots/edges should be the same as the material thickness, however we can go smaller in some circumstances if required.
– Some features are not economical to produce on a CNC punch such as convoluted curves. If your part doesn’t have any aesthetic requirements, make sure it uses straight lines and edges in its geometry so it is suitable for CNC punching.
– It can take less than 0.5 seconds to countersink a hole on a CNC punch turret compared to roughly 10-15 seconds for an operator to manually enter one on a pillar drill. To benefit from these cost

CNC punch turret
savings, make sure the rest of your part is suitable for CNC punching.
– Cluster tools can punch a number of holes in a grid at the same time, drastically reducing run times. This can be used very effectively for ventilation grilles or LED panels.
– As a CNC punch typically takes longer to set up compared to a laser cutter, consider increasing your order volumes to reduce the unit price. This will also reduce the amount of distortion in the part.
– Punch forming can produce some useful features very economically. Louvres for air vents, dimples for locating positions, bridges for slide rails or back stops can all be produced in a matter of seconds.
– If your part is smaller than 88.9mm in diameter (3.5″), we may be able to punch it in one punch stroke with custom tooling. If you are buying parts in their hundreds this is an often underused technique to help economise, however it may not be perfectly flat.
– Some customers have worked with Falcon to help create a ‘nest’ of their parts, similar to how a model of a plane would come in a box. The customer benefits from having a economical collection of parts which they can ‘break-out’ and use as required. This also works with laser cutting.
For more tips on sheet metal design, visit our latest in a series of new design pages here: